Краткий отчет о технических исследованиях решений для подшипниковых втулок для резки вставок
2026-01-20
I. Предыстория проекта
В настоящее время обработка деталей этого типа на предприятии осуществляется относительно традиционным способом, и аналогичные детали представляют собой узкое место в производстве. В качестве примера рассмотрим втулку: ее выступ имеет ширину 3 мм, а основание требует прямого угла. При обработке этого выступа обрабатывающий центр неизбежно оставляет некоторый остаток у основания. Для сокращения процесса электроэрозионной обработки проволокой, после обсуждения с соответствующим техническим персоналом, был применен метод врезного фрезерования, позволяющий устранить этот остаток за одну операцию зажима на оборудовании обрабатывающего центра.
II. Основные идеи этого прорыва:
1. По сравнению с ручным зачисткой остатка радиуса основания, которая в основном ограничена техническими навыками слесаря, небольшая неосторожность может повредить боковую стенку выступа, влияя на его размер. Использование врезного фрезерования позволяет избежать этой проблемы.
2. Сравнение скорости обработки при фрезеровании врезным методом с ручной зачисткой остатков радиуса корня заготовки слесарем позволяет значительно повысить эффективность.
3. Анализ целесообразности схемы фрезерования врезным методом с учетом особенностей зажима инструмента и уникальных характеристик оборудования TOM-VF9.
4. Использование электроэрозионной обработки проволокой добавит еще один процесс и увеличит затраты. III. Техническая группа и распределение труда
Руководитель: Общий график проекта и координация ресурсов.
1. Лю Чжисен
Инженер-технолог: Проектирование и оптимизация процесса.
2. Тан Чжэнхун
3. Сянь Хайронг
Инженер по качеству: Разработка стандартов и контроль качества.
4. Ши Вэй
5. Тан Циндэ
Оператор-техник: Пробное производство и обратная связь.
6. Чжоу Гуанлэй
7. Ли Чжэньвэй
IV. Этапы технической реализации
1. Во-первых, проведите точный анализ производительности обработки, диапазона обработки и точности обработки оборудования TOM-VF9. Во-вторых, определите, имеет ли оборудование функцию позиционирования шпинделя.
2. Устранение зазора позиционирования между держателем инструмента и шпинделем способствует повышению точности размеров при обработке.
Конкретные этапы реализации:
1. Приварите боковую часть паза держателя инструмента, используя точки сварки высотой ≤ 0,5 мм.
2. Зашлифуйте точки сварки, используя измерения и подгонку, чтобы отрегулировать зазор до ≤ 0,02 мм после сопряжения.
3. Независимо разработанные держатель инструмента и вставка (см. прилагаемую схему 1)


Рисунок 1. В эксперименте используется макропрограмма (ее преимущество заключается в простоте и легкости изменения параметров), как показано ниже:
O0001
G69
G0G90G54X0.Y0.G68R0.
T06M06
#1=-0.55
G0G90G54X0.Y0.C0.
G43Z40.H06M8
N222G0Y#1
Z0.
G91Y-0.1
G90Z10.
#1=#1+0.01
IF[#1LE0.]GOTO222
G0Z50.
M9
G91G28Z0. G91G28Y0.
G69
M01
G0G90G54X0.Y0.G68R180.
T06M06
#1=-0.55
G0G90G54X0.Y0.C0.
G43Z40.H06M8
N333G0Y#1
Z0.
G91Y-0.1
G90Z10.
#1=#1+0.01
IF[#1LE0.]GOTO333
G0Z50.
M9
G91G28Z0.
G91G28Y0.
G69
M30
1. Экспериментальная схема
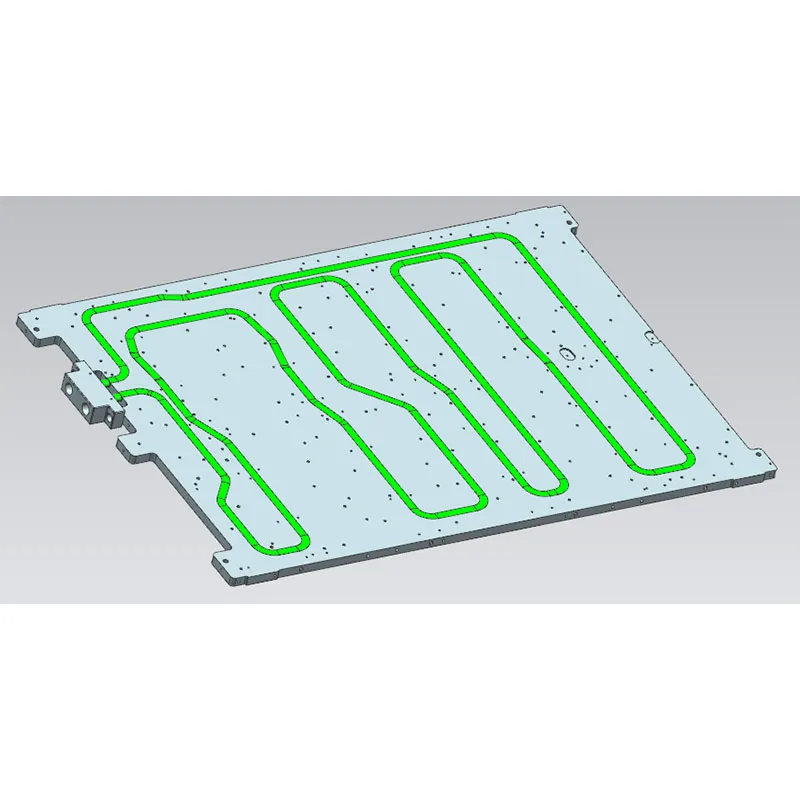
Объект испытания: Втулка (см. прилагаемый рисунок 2)


2. Анализ результатов
| индекс | Традиционный ремонт | технология шпоночного паза | Темп улучшения |
| Время обработки | 8 минут | 1 минута | 87,5 % |
| Шероховатость поверхности Ra | 3,2 мкм | 1,6 мкм | 50 % |
| издержки износа инструмента | 0,1 юаня/штука | 0,01 юаня/штука | 90 % |
| процент сдачи | 97 % | 99,9 % | 2,9 % |
(См. прилагаемый рисунок 2) На предварительно обработанном выступе были обнаружены четыре явных остатка.
V. Резюме и накопленные знания
1. Самостоятельно разработаны и изготовлены держатели инструмента и вставки для решения проблемы ручной обработки напильником слесарями.
2. Применено врезное фрезерование для повышения эффективности обработки и стабильности размеров.
3. Эффективно использованы макропрограммы в практическом применении врезного фрезерования.
Лю Чжисен
19 января 2026 г.